
Produkter









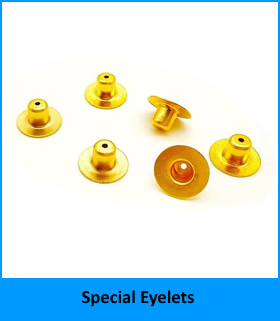
Udstanset Øje
Har du brug for et pålideligt hul? Fra vores fabrik i Kina producerer Nuote Metals tilpassede huller til presenninger, bannere og udendørsudstyr. Det udstansede design sikrer rene huller uden stofforvrængning, tilgængelig i messing, jern, rustfrit stål eller aluminium. Perfekt til gør-det-selv-byggere og producenter, der søger hurtig forstærkning. Løs kantrivning med øjer, der installeres på få sekunder. Stol på os for ensartede størrelser og hurtig levering.
Send forespørgsel
Produkt beskrivelse
Til forstærkning af huller i stof, læder eller tynde metalplader tilbyder denne komponent en enkel, permanent løsning. I modsætning til trukket eller rørformede alternativer, enudstanset øjeer dannet ved at ekstrudere en tønde fra en flad skive - hvilket resulterer i en sømløs, gratfri del, der er egnet til højvolumen samling.
Nuote Metalsfølger en streng syv-trins fremstillingsprotokol for hver ordre, fra materialeindkøb til endelig inspektion. Denne vejledning beskriver vores proces, materialemuligheder, dimensionelle data og gennemsigtige kvalitetspolitikker.

Real-World-applikationer
Etui 1 – Legetøjskniv, dekorative accenter (ABS-plast, messinghullet)
En legetøjsproducent til børn ønskede at tilføje et realistisk, premium-look til deres legekniv-serie. Designet krævede små metalprikker omkring bladet og håndtaget for at efterligne udseendet af nitter på et rigtigt værktøj. Disse accenter var rent dekorative – ikke bærende. Kravene var: skinnende, børnesikker, nem at installere og sikker nok til at overleve hård leg.
Vi leverede messinghullede øskekomponenter (3 mm indvendig diameter, 6 mm ydre flange, 2 mm kort cylinderlængde, lakeret finish). Den overfladiske tønde tillod øjet at sidde næsten i niveau med ABS-overfladen. Den lyse messingfinish gav legetøjet et high-end, "autentisk" look. Fordi det udstansede øje ikke har nogen skarpe grater, bestod det alle sikkerhedstests for fingersnurring. Vi anbefalede en simpel installation med varmeindsats: varm øjet lidt op, og tryk det ind i en forstøbt fordybning. Efter 10.000 fald- og stødcyklusser var ingen af de dekorative øjer løsnet eller faldet ud. Kunden bruger nu vores messinghuller på tværs af fire legetøjsmodeller som et signaturdesignelement.

Tilfælde 2 – Presenning bindepunkt
En industriel presenningsproducent havde brug for et korrosionsbestandigt øje til tunge lastbilafdækninger udsat for vejsalt og regn. De tidligere aluminiumsøjer deformerede under høj spænding og korroderede efter en vinter. De krævede en stærkere, rustfri løsning, der kunne modstå 200 kg trækkraft.
Vi anbefalede messinghullede dele (8 mm indvendig diameter, 15 mm ydre flange, 8 mm cylinderlængde, lakeret finish). Messingmaterialet tilbød fremragende korrosionsbestandighed under udendørs forhold, mens det forblev let at indstille. Den udstansede øjes sømløse cylinder rullede fast mod PVC-stoffet og forhindrede gennemtrængning. Den brede messingflange fordelte belastningen jævnt, hvilket eliminerede deformation. Efter to års brug i marken på tværs af 5.000 presenninger blev der rapporteret nul fejl. Kunden har siden konverteret alle kraftige dæksler til vores huller i messing.

Forskellige slags øjer, vi kan lave
Nuote Metalsproducerer forskellige slags øjer, såsom messingøjer, ståløjer, rustfri ståløjer, aluminiumsøjer, kobberøjer og specielle øjer.





Tekniske parametre – materialer og dimensioner
Vi tilbyder disse øjer i fire materialefamilier.
Materiale muligheder
| Materiale | Karakterer | Typisk finish | Korrosionsbestandighed |
|---|---|---|---|
| Messing | C26000 | Lakeret, antik, nikkel | God (indendørs/marine) |
| Kulstoffattigt stål | SPCC, Q195 | Forzinket (klar/blå/gul) | Moderat til godt |
| Aluminium | 5052, 1100 | Klar eller farveanodiseret | God (saltspray 100+ timer) |
| Rustfrit stål | 304, 316 | Passiveret, perleblæst | Fremragende (marin/kemisk) |
Standard dimensioneringsområde
| Indvendig diameter (mm) | Udvendig flange (mm) | Tøndelængde (mm) | Gribsområde (mm) |
|---|---|---|---|
| 3.0 | 6,0 – 6,5 | 3,4,5 | 1,0 – 3,5 |
| 4.0 | 7,5 – 8,0 | 4,5,6 | 1,5 – 4,5 |
| 5.0 | 9,0 – 10,0 | 5,6,7 | 2,0 – 5,5 |
| 6.0 | 10.5 – 11.5 | 6,7,8 | 2,5 – 6,5 |
| 8.0 | 13,5 – 15,0 | 7,8,10 | 3,0 – 8,0 |
| 10.0 | 16.0 – 18.0 | 8,10,12 | 3,5 – 10,0 |
Faktisk har vi mere end 3000 forskellige størrelser øjer på lager, her er blot angivet et par størrelser.
Syv-trins produktionsproces
Vi følger denne arbejdsgang for hver batch.
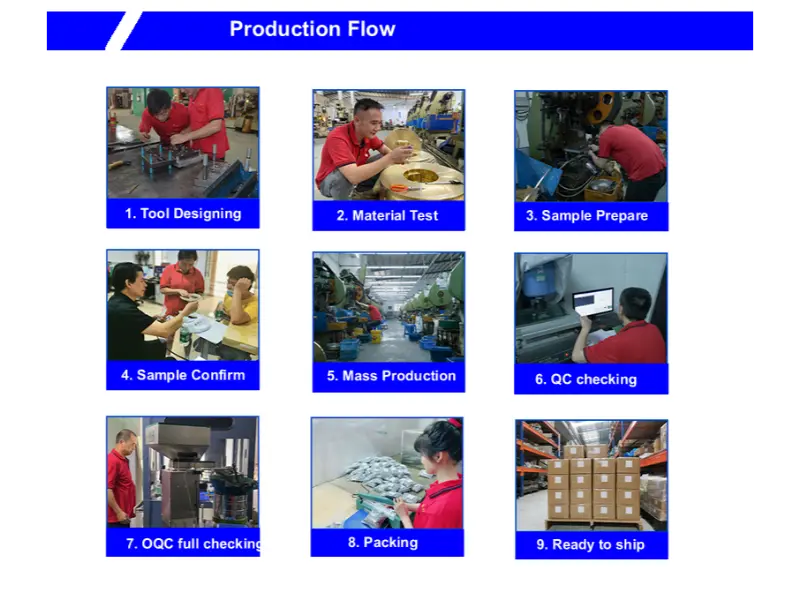
Trin-for-trin fra råmateriale til færdig del
2. Materialeinspektion– Indgående spoler testes ved hjælp af et spektrometer for at verificere den kemiske sammensætning. Tykkelsen kontrolleres med et lasermikrometer.
3. Værktøjstilpasning eller opsætning– Til nye dimensioner designer og bearbejder vi hårdmetal progressive matricer (gennemløbstid 15-25 dage). For standardstørrelser installerer og justerer vores teknikere den eksisterende matrice.
4. Første artikelinspektion– Pressen kører 20–50 prøvestykker. Vores QA-team måler hver dimension (ID, OD, cylinderlængde, flangetykkelse). Prøver sendes til kunden til godkendelse.
5. Masseproduktion– Efter godkendelse kører pressen med 200–600 slag i minuttet, hvilket producerer op til 30.000 komponenter i timen. Igangværende kontrol finder sted for hver 2.000 stk.
6. Underleverandørbelægning (hvis påkrævet)– For stål- eller messingdele, der kræver zink, nikkel eller antikke finish, sender vi batcher til vores certificerede pletteringspartnere. Belægningstykkelse er verificeret af XRF.
7. Endelig udgående inspektion– Færdige partier er 100 % optisk sorteret for kritiske dimensioner. En tilfældig prøve (AQL 1.0) udtages til fulddimensionel og pull-test-verifikation. Der udstedes et overensstemmelsescertifikat med hver forsendelse.
Denne syv-trins arbejdsgang sikrer, at hverudstanset øjeat forlade vores fabrik opfylder de tolerancer og materialeegenskaber, vi lover.
Se vores video for at vide, hvordan vi laver eyelets
Kvalitetssikring og certificeringer
Vi opretholder følgende for hver batch:
- Certificeringsomfang
- ISO 9001:2015 Fuldt kvalitetsstyringssystem
- RoHS (2011/65/EU) Grænseværdier for bly, cadmium, kviksølv (SGS-testet)
- REACH SVHC-deklaration (aktuel liste)
- Konfliktmineraler DRC-fri erklæring
Hver forsendelse inkluderer et mølletestcertifikat, dimensionsinspektionsrapport, pletteringstykkelsescertifikat (hvis relevant) og et underskrevet overensstemmelsescertifikat.

Gennemsigtige politikker
- Eksempelpolitik – 20 gratis styk for enhver standardstørrelse (kunden betaler forsendelse)
- Minimum ordremængde – 2.000 styk for stål/messing; 5.000,- for rustfri/aluminium
- Leveringstid – 5-7 hverdage for lagerførte størrelser; 12-15 dage for tilpasset finish
- Værktøjsafgifter – Ingen for standard-ID'er og tøndelængder
- Returpolitik – Defekte dele udskiftes uden omkostninger
Nuote Metalsopkræver ikke for genkvalificering eller genudtagning, når tolerancerne ikke overholdes.
Ofte stillede spørgsmål
Spørgsmål 1: Hvad er forskellen mellem en udstanset øje og en rørformet nitte?
A: Den største forskel ligger i, hvordan hver enkelt er lavet. Voresudstanset øje(også kaldet et dybttrukket øje) er dannet af en flad metalplade gennem en progressiv dyb-tegningsproces: vi udstanser et emne, trækker det derefter ind i en kop og prikker til sidst bunden for at skabe hullet. Dette resulterer i en sømløs komponent i ét stykke med en glat cylinder og ingen samlinger. En rørformet nitte starter derimod fra et metalrør (sømløst eller svejset). Røret skæres til i længden, hvorefter den ene ende rulles eller ledes for at danne flangen. Fordi den bruger præfabrikerede rør, kan en rørformet nitte have en synlig søm (hvis den er svejset) og har typisk en tyndere væg end et trukket øje med samme diameter. Til applikationer, der kræver en ren, gratfri boring og maksimal udtræksmodstand i bløde materialer (læder, stof, plast), anbefaler vi vores udstansede øje. Til højvolumen, billig metal-til-metal fastgørelse, hvor en synlig søm er acceptabel, kan en rørformet nitte være tilstrækkelig.
Spørgsmål 2: Kan komponenter med huller i rustfrit stål fremstilles uden at revne?
A: Ja, men med specifikke kontroller. Rustfrit stål (især 304) hærder hurtigt under ekstrudering. Vi bruger polerede hårdmetaldannende stanser og flertrins ekstrudering (tre lette slag i stedet for et kraftigt slag) for at forhindre revner. Der påføres også et højtydende klorfrit smøremiddel. For cylinderlængde større end 1,5× ID anbefaler vi mellemudglødning eller skift til 316 rustfrit. Vores interne afvisningsprocent for rustfri versioner er 0,6 % - under branchegennemsnittet.
Spørgsmål 3: Hvordan vælger jeg den korrekte tøndelængde til en udstanset øje, når materialestakken inkluderer skum eller polstring?
A: Mål stabeltykkelsen under det faktiske spændetryk (ikke i hvile). Vælg derefter en cylinderlængde, der overstiger den komprimerede tykkelse med 1,0-1,5 mm. For eksempel, hvis skum komprimeres fra 5 mm til 2 mm under 2 kg/cm², skal du bruge en tøndelængde på 3,0–3,5 mm. Nuote Metals tilbyder prøvesæt, der indeholder flere tønderlængder, så du kan teste clinch-dannelse på dit faktiske materiale. Vi leverer også en gratis grebsrækkeviddeberegner - send os dine materialestabeldetaljer for at få en anbefaling.
Hvorfor vælge os
- Fire materialefamilier - messing, stål, aluminium, rustfri (304/316)
- In-house værktøj – ingen eksterne matriceladninger for standardstørrelser
- 100 % optisk sortering – eliminerer dimensionsmæssigt uoverensstemmende dele
- Gratis prøveprogram – testpasning før bestilling af produktionsmængder
- Fuld sporbarhed – MTC-, CoC- og pletteringsrapporter med hver ordre
KontakteNuote Metalsi dag for at anmode om en prøvepakke eller en overholdelsespakke.
Hot Tags: Udstanset øje, Kina Øjer Factory, Kina Øjer
Relateret kategori
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.









X
Vi bruger cookies til at tilbyde dig en bedre browsingoplevelse, analysere trafik på webstedet og tilpasse indhold. Ved at bruge denne side accepterer du vores brug af cookies.
Privatlivspolitik