
Produkter






Stemplingsdele i rustfrit stål
Leder du efter holdbare stemplingsdele i rustfrit stål? Nuote Metals, en fabrik i Kina, leverer brugerdefinerede løsninger til bilindustrien og medicinsk udstyr. Vores præcisionsstempling giver rustfast styrke og præcise pasformer. Løs problemer med korrosion og slid med dele, der er bygget til at holde. Stol på fabrikken for kvalitet, der yder.
Send forespørgsel
Produkt beskrivelse
For komponenter, der udsættes for fugt, kemikalier eller ekstreme temperaturer, er materialevalg afgørende.Stemplingsdele i rustfrit stålleverer den korrosionsbestandighed og mekaniske styrke, som almindeligt kulstofstål ikke kan matche - hvilket gør dem til standarden for medicinske, fødevareforarbejdnings-, marine- og arkitektoniske applikationer.
Nuote Metalshar specialiseret sig i fremstilling af stemplingsdele i rustfrit stål af austenitiske (304, 316), ferritiske (430) og martensitiske (410, 420) kvaliteter. Vores prægeprocesser er optimeret til at overvinde de unikke udfordringer ved at arbejde med rustfrit stål: arbejdshærdning, høj trækstyrke og værktøjsslid.

Hvad er stemplingsdele i rustfrit stål?
Stemplingsdele i rustfrit stål er metalkomponenter fremstillet ved at føre rustfri stålspole eller plade gennem en stansepresse udstyret med specialfremstillede matricer. Processen skærer, bøjer, former eller trækker materialet til færdige former.
I modsætning til blødt stål indeholder stemplingsdele i rustfrit stål mindst 10,5 % krom, som danner et passivt oxidlag, der modstår rust og pletter. Dette selvhelbredende lag gør rustfrit stål ideelt til applikationer, der kræver renhed, lang levetid og modstandsdygtighed over for aggressive miljøer.
Nuote Metalsproducerer stemplingsdele i rustfrit stål i tre primære familier:
--Austenitisk (304, 316) – Mest almindelig, ikke-magnetisk, fremragende formbarhed
--Ferritisk (430) – Magnetisk, lavere pris, god korrosionsbestandighed
--Martensitic (410, 420) – Hærder med varmebehandling, slidstærk

Hvorfor vælge Nuote Metals til stemplingsdele i rustfrit stål?
Materiale ekspertise
Rustfrit stål opfører sig anderledes end kulstofstål. Nuote Metals ingeniører forstår:
Arbejdshærdningshastigheder - 304 rustfrit hærder hurtigt under formning, hvilket kræver omhyggelig værktøjsdesign og smøring
Tilbagespringsegenskaber - Højere flydespænding betyder, at rustfrit stål vender tilbage til sin oprindelige form mere end blødt stål
Tilbøjeligheder til gnidning - Rustfrit stål kan klæbe til værktøjsoverflader under tryk, hvilket kræver polerede matricer og specifikke belægninger
Dedikeret værktøj til rustfrit
Vores matricer til stemplingsdele i rustfrit stål har:
Hårdmetal eller D2 værktøjsstål – Tåler slibende slid fra rustfrit stål
TiN- eller TiCN-belægninger – Reducerer friktion og gnidning
Generøse radier – Forhindrer revner i bøjninger
Præcisionsafstande – 8–12 % pr. side (sammenlignet med 5–8 % for blødt stål)
Tekniske specifikationer for Nuote Metals stemplingsdele i rustfrit stål
Tilgængelige rustfri stålkvaliteter
| Grad | Type | Nøgleegenskaber | Typiske applikationer |
|---|---|---|---|
| 304 | Austenitisk | Bedste all-around korrosionsbestandighed, god formbarhed | Medicinsk udstyr, fødevareudstyr, kemisk hardware |
| 304L | Austenitisk | Lavere kulstof (0,03%), bedre svejsbarhed | Svejste samlinger, tykke sektioner |
| 316 | Austenitisk | Molybdæn tilsat, fremragende saltvandsbestandighed | Marine komponenter, farmaceutisk udstyr |
| 316L | Austenitisk | Kulstoffattig version af 316 | Implanterbare enheder, kirurgiske instrumenter |
| 430 | Ferritisk | Magnetisk, lavere pris, god til mild korrosion | Apparattrim, biludstødningsklemmer |
| 410 | Martensitisk | Varmebehandles til HRC 38–45, slidbestandig | Ventilstammer, pumpeaksler (stemplede emner) |
| 420 | Martensitisk | Højere hårdhed (HRC 48–52) efter varmebehandling | Bestik, kirurgiske sakse (stemplede former) |
| 301 (fuld hård) | Austenitisk | Høj trækstyrke fra koldvalsning | Fjederclips, batterikontakter, skiver |
Dimensionsevner
Nuote Metalsproducererstemplingsdele i rustfrit stålover et bredt størrelsesområde.
| Parameter | Evne |
|---|---|
| Materialetykkelsesområde | 0,1 mm til 4,0 mm (afhængig af kvalitet) |
| Maksimal delstørrelse (progressiv matrice) | 300 mm x 300 mm |
| Maksimal delstørrelse (sammensat matrice) | 500 mm x 500 mm |
| Minimum huldiameter | Svarende til materialetykkelse (1xT) til piercing |
| Tolerancer (standard) | ±0,10 mm på dimensioner under 100 mm |
| Tolerancer (præcision) | ±0,05 mm på kritiske funktioner |
| Fladhed (pr. 100 mm) | ≤0,20 mm (efter afspænding, hvis nødvendigt) |
Stemplingsprocesser for rustfrit stål
| Behandle | Egnet til rustfrit | Noter |
|---|---|---|
| Blanking | Fremragende | Carbid matricer påkrævet for høj volumen |
| Piercing | God | Små huller (< 1,5xT) kan kræve piercing i to slag |
| Bøjning (luftbøjning) | God | Tillad tilbagespring (typisk 2–5° overbøjning nødvendig) |
| Bøjning (mønt) | Fremragende | Reducerer tilbagespring, men kræver højere tonnage |
| Lav tegning (dybde < 2x dia) | God | Udglødet 304 foretrækkes; smørekritisk |
| Dyb tegning | Fair til moderat | Flere træk og mellemudglødning kan være påkrævet |
| Udmøntning / prægning | God | Høj pressetonnage nødvendig på grund af arbejdshærdning |
Mekaniske egenskaber efter stempling
| Grad | Trækstyrke (MPa) | Yield Strength (MPa) | Forlængelse % | Hårdhed (typisk) |
|---|---|---|---|---|
| 304 (glødet) | 515 – 620 | 205 – 240 | 40 – 60 | HRB 70–85 |
| 304 (1/2 hård) | 860 – 1030 | 690 – 860 | 10 – 20 | HRC 25–32 |
| 316 (udglødet) | 550 – 620 | 205 – 240 | 40 – 60 | HRB 75–85 |
| 430 (udglødet) | 450 – 550 | 240 – 310 | 20 – 30 | HRB 75–85 |
| 410 (glødet) | 480 – 550 | 275 – 345 | 15 – 20 | HRB 80–90 |
Bemærk: prægedele i rustfrit stål kan hærde under formning. Angiv "udglødet efter stempling", hvis blød tilstand er påkrævet.
Overfladefinish til stempling af rustfrit stål
Nuote Metalstilbyder flere efterstemplingsfinisher for at forbedre udseende eller funktion.
Mekanisk finish
| Slutte | Beskrivelse | Metode | Anvendelse |
|---|---|---|---|
| #2B (mølle) | Glat, reflekterende finish (standard) | Som rullet med let koldvalsning | Generelle industrielle, skjulte dele |
| #4 (børstet) | Fine retningsbestemte satin linjer | Slibende bælte finish | Fødevareudstyr, arkitektonisk trim |
| #8 (spejl) | Meget reflekterende, spejlagtig | Progressiv polering | Dekorative, medicinske instrumenter |
| Perleblæsning | Ensartet mat, ikke-retningsbestemt | Glasperlestød | Medicinske kabinetter, æstetiske dele |
| Elektropolering | Glat, lyst, passivt lag forbedret | Elektrokemisk fjernelse af mikrograter | Farmaceutisk, halvleder, høj renhed |
Belægninger og behandlinger (sjælden for rustfri, men tilgængelig)
| Behandling | Formål | Typisk tykkelse |
|---|---|---|
| Passivering | Fjerner frit jern, genopretter korrosionsbestandighed | Ikke målbar (kemisk proces) |
| Sort oxid | Anti-genskin, mild korrosionsbestandighed | 0,5 – 1,5 µm |
| PVD-belægning (TiN, CrN) | Slidstyrke, dekorativ farve | 1 – 3 µm |
Anvendelse af stemplingsdele i rustfrit stål
Nuote Metals forsyningerstemplingsdele i rustfrit ståltil industrier, der kræver hygiejne, holdbarhed og korrosionsbestandighed.
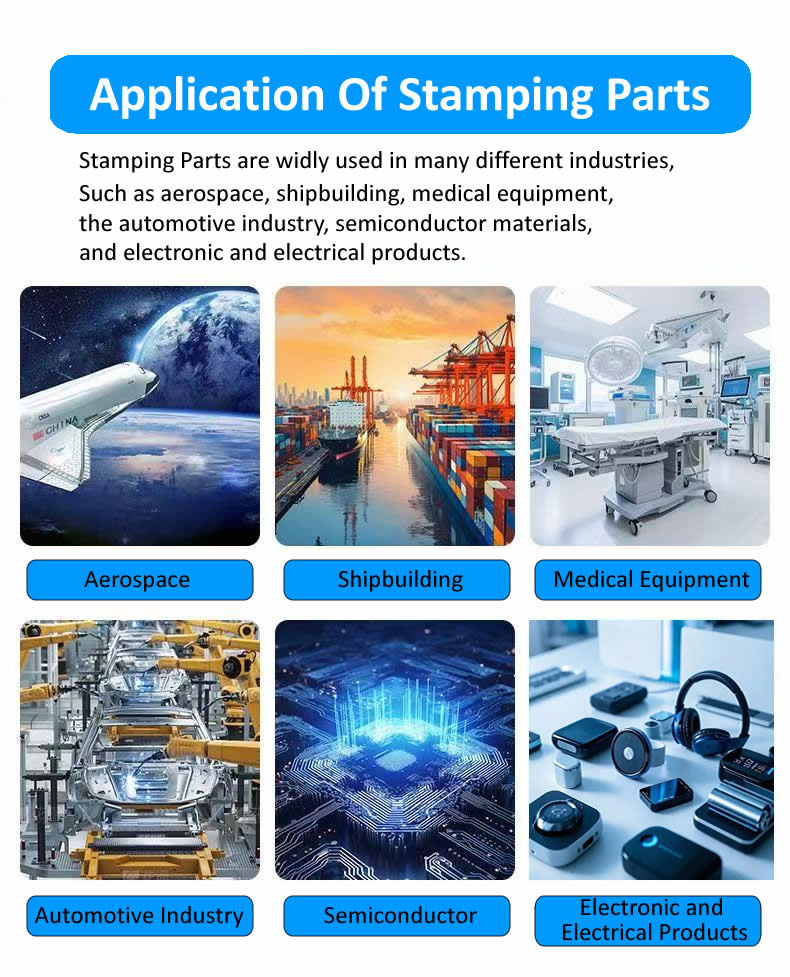
Medicin og sundhedsvæsen
Kirurgiske instrumenthåndtag og kæber (stemplede emner)
Ortopædiske implantatprøvekomponenter
Steriliseringsbakke perforerede ark
Diagnostisk udstyrs chassis
Sygehusseng hardware og låse
Forarbejdning af mad og drikke
Transportbåndskædeled
Pumpemembranholdere
Monteringsbeslag til mixerblad
Påfyldningsdysekomponenter
Sanitære rørklemmer og flanger
Marine og Offshore
Bådklampebund og hængsler
Deck hardware bagplader
Udstødningssystemklemmer (316 grade)
Saltvandsfilterhuse
Offshore platforms elektriske kabinetdele
Biler og erhvervskøretøjer
Udstødningsmanifoldpakninger
Brændstofsystem beslag
Turbo varmeskjolde
Viskerarmskomponenter (430 rustfri)
Truck bed bindingsringe
Kemisk og industriel
Ventil aktuator beslag
Pumpeslidplader
Filterhusstøtter
Indhegninger til laboratorieudstyr
Komponenter til trykmåler
Kvalitetssikring af stemplingsdele i rustfrit stål – EEAT i praksis
Nuote Metalsanvender strenge kvalitetsprotokoller, der er specifikke for rustfrit stål.
Erfaring med Work Hardening
Vores stanseingeniører har over 10 års erfaring med austenitisk rustfrit stål. Vi bruger finite element-analyse (FEA) til at forudsige udtynding og revner ved bøjninger, justere matricegeometrien for at opretholde minimal tykkelse.
Ekspertise i korrosionstestning
Til stemplingsdele i rustfrit stål, der er bestemt til barske miljøer, tilbyder vi:
Saltspraytest (ASTM B117) – 200 til 1.000 timer afhængig af kvalitet
Passiveringsverifikation – Kobbersulfat- eller ferroxyltest i henhold til ASTM A967
Intergranulær korrosionstest – Til svejsede rustfrie dele (ASTM A262)
Autoritativitet gennem standarder
Vores stemplingsdele i rustfrit stål er i overensstemmelse med:
ASTM A240/A240M – Standard for rustfri plade/plade
ISO 9001:2015 – Kvalitetsstyring
ISO 13485 – Kvalitet af medicinsk udstyr (tilgængelig efter anmodning)
FDA-overholdelse – Til applikationer i kontakt med fødevarer (materialecertificering)

Tillid gennem sporbarhed
Hvert parti af stemplingsdele i rustfrit stål fra Nuote Metals inkluderer:
Mølletestcertifikat (MTC) – Kemiske og mekaniske egenskaber
Inspektionsrapport – Nøgledimensioner med faktiske målte værdier
Passivationscertifikat (hvis anvendt) – Dato, metode, testresultat
Prøvedele – 10 styk afsendt før produktionsfrigivelse
Almindelige udfordringer i stemplingsdele i rustfrit stål og hvordan Nuote Metals løser dem
| Udfordring | Årsag | Nuote Metals Solution |
|---|---|---|
| Revner i sving | Utilstrækkelig bøjningsradius eller arbejdshærdning | Brug 2xT minimum indvendig radius; specificer udglødet materiale; tilføje stresslindring |
| Galling (materialeoverførsel til dø) | Høj friktion og tryk | Matricer af poleret hårdmetal; TiN belægning; højtydende smøremiddel |
| Tilbageslag forårsager forkerte vinkler | Høj flydespænding af rustfrit | Overbøjningsmatricer (2–5° kompensation); mønter i stedet for luftbøjning |
| Grater på afklippede kanter | Slidt punch/die clearance | Oprethold 8–12 % frigang pr. side; brug skarpe hårdmetalstanser; sekundær afgratning |
| Overfladeridser under håndtering | Austenitisk rustfrit er relativt blødt | Plastindfletning mellem stemplede dele; forede fragtcontainere |
Ofte stillede spørgsmål om stemplingsdele i rustfrit stål
Nedenfor er de mest almindelige tekniske henvendelser modtaget af Nuote Metals vedrstemplingsdele i rustfrit stål.
Q1: Hvad er forskellen mellem 304 og 316 rustfrit stål til rustfrit stål stemplingsdele? Hvilken skal jeg vælge?
A: Den vigtigste forskel er indholdet af molybdæn. 304 rustfrit indeholder 18 % krom og 8 % nikkel, hvilket giver fremragende generel korrosionsbestandighed. 316 tilsætter 2-3 % molybdæn, hvilket markant forbedrer modstandsdygtigheden over for klorider (saltvand, afisningssalte, blegemiddel). Til stemplingsdele i rustfrit stål, der anvendes indendørs eller i ferskvand, er 304 tilstrækkeligt og mere økonomisk. Til marine miljøer, kystnære udendørs applikationer, kemiske anlæg, der håndterer chlorider eller fødevareforarbejdning med saltlage, anbefaler Nuote Metals 316. Bemærk, at 316 er cirka 15-20 % dyrere end 304 og har lidt lavere formbarhed (kræver mere generøse bøjningsradier). Hvis dine stemplingsdele i rustfrit stål skal svejses, foreslår vi 304L eller 316L (lave kulstofversioner) for at forhindre sensibilisering og intergranulær korrosion i den varmepåvirkede zone.
Spørgsmål 2: Hvordan forhindrer Nuote Metals gnidning ved stempling af rustfri ståldele? Hvorfor er galning et problem?
A: Galling er koldsvejsningens overførsel af rustfrit stålmateriale til matriceoverfladen. Det opstår, fordi det passive oxidlag på rustfrit stål kan brydes under tryk, hvilket tillader bart metal-til-metal-kontakt. Tilskæring forårsager ru deloverflader, dimensionsforskydning og eventuel matricefejl. Nuote Metals forhindrer indtrængningstemplingsdele i rustfrit stålgennem tre metoder. For det første bruger vi hårdmetal matriceindsatser poleret til en Ra på 0,1 µm eller bedre - glattere overflader reducerer vedhæftningspunkter. For det andet påfører vi PVD-belægninger (TiN eller TiCN) på stanser og formværktøjer, hvilket skaber en hård barriere med lav friktion. For det tredje vælger vi klorfrie ekstremtrykssmøremidler, der er specielt formuleret til austenitisk rustfrit. Til højvolumen stemplingsdele i rustfrit stål implementerer vi også automatiske mikrosmøresystemer, der påfører frisk olie ved hvert slag. Hvis der stadig opstår galning, registrerer vores in-die-sensorer den øgede stripningskraft og stopper pressen automatisk.
Spørgsmål 3: Kan du fremstille stemplingsdele i rustfrit stål uden grater på afklippede kanter? Hvad er din standard grathøjde?
A: Gratfri kanter er teknisk umulige med konventionel stempling, fordi klipning altid efterlader en lille hævet kant på den ene side. Nuote Metals kontrollerer dog grater tæt. Vores standard acceptgrænse for stansedele i rustfrit stål er grathøjde ≤ 5 % af materialetykkelsen (f.eks. 0,05 mm maks. for 1,0 mm tykt materiale). Til applikationer, der stort set ikke kræver grater (f.eks. dele, der kommer i kontakt med menneskeligt væv eller delikat trådisolering), tilbyder vi sekundær afgratning ved hjælp af vibrerende tumbling (fjerner grater ned til ≤0,02 mm og tilføjer en lille kantradius) eller elektropolering (opløser kemisk mikrograter og forbedrer overfladefinish). Angiv "ingen skarpe kanter" eller "grathøjde maks. 0,03 mm" på din tegning. Til højvolumen stemplingsdele i rustfrit stål, hvor grater er uacceptable, kan vi anbefale finpudsning (en alternativ proces) eller sekundær slibning, selvom begge koster ekstra. Kontakt Nuote Metals med dit krav til gratgrænse for en gennemførlighedsvurdering.
Spørgsmål 4: Skal stemplingsdele i rustfrit stål passiveres efter stempling? Hvornår er det påkrævet?
A: Passivering er en kemisk behandling, der fjerner frie jernpartikler fra overfladen afstemplingsdele i rustfrit stål. Under stempling kan værktøj overføre mikroskopiske jernpartikler til delen. Disse jernpartikler kan ruste, hvilket skaber røde pletter, der kompromitterer korrosionsbestandigheden. Passivering opløser disse partikler uden at angribe det underliggende chromrige rustfrit stof. Nuote Metals anbefaler passivering til stemplingsdele i rustfrit stål, der anvendes i medicinsk udstyr, fødevarekontakt, marine miljøer eller enhver applikation, hvor rustfarvning er uacceptabel. Passivering er også påkrævet af ASTM A967 for visse medicinske og rumfartsspecifikationer. Til almindelige industrielle stemplingsdele i rustfrit stål (f.eks. beslag, klemmer, indkapslinger), der anvendes indendørs, er passivering ofte valgfri. Vi kan levere dele stemplet eller med passivering. Vores passiveringslinje bruger citronsyre (miljøvenlig) og inkluderer verifikationstest i henhold til ASTM A967.
Hvorfor samarbejde med Nuote Metals til stemplingsdele i rustfrit stål?
At vælge den rigtige leverandør til stemplingsdele i rustfrit stål kræver ekspertise inden for materialeadfærd, værktøjsdesign og efterbehandling. Nuote Metals tilbyder:
10+ års stempling af rustfrit stål specifikt
Kvaliteter på lager – 304, 304L, 316, 316L, 430, 410, 301
Intern passivering – Citronsyrelinje med verifikationstest
Tolerancer til ±0,05 mm – På kritiske funktioner
Mængder fra 1.000 til 5.000.000+ styk
Gratis DFM-anmeldelse – Til nye stemplingsdele i rustfrit stål
Prøveprogram – 20 gratis stykker fra produktionsværktøj
Fuld sporbarhed – Møllecertifikater og inspektionsrapporter ved hver ordre
KontakteNuote Metalsi dag for at uploade din tegning eller diskutere dine krav til stemplingsdele i rustfrit stål.
Hot Tags: Stemplingsdele i rustfrit stål, Brugerdefinerede stemplingsdele i rustfrit stål, Fabrik til stempling af rustfrit stål
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.









X
Vi bruger cookies til at tilbyde dig en bedre browsingoplevelse, analysere trafik på webstedet og tilpasse indhold. Ved at bruge denne side accepterer du vores brug af cookies.
Privatlivspolitik