
Produkter









Stemplede metalkomponenter
Fra vores fabrik i Kina producerer Nuote Metals brugerdefinerede stemplede metalkomponenter til forskellige industrier - bilindustrien, apparater, elektronik og hardware. Ved hjælp af højhastighedspresser og præcisionsmatricer omdanner vi stål, messing, aluminium eller rustfrit stål til komplekse, gratfrie dele med snævre tolerancer. Uanset om du har brug for beslag, clips, terminaler eller chassis, sikrer vores stemplingsproces gentagelighed og omkostningseffektivitet. Løs forsyningsinkonsekvens og dimensionsforskydning med pålidelige komponenter leveret til tiden. Stol på os for kvalitet, der holder dit samlebånd i gang uden problemer.
Send forespørgsel
Produkt beskrivelse
De fleste stempelforretninger jager store mængder af simple skiver og beslag. De afviser ordrer med snævre radier, flere bøjninger eller mængder under 50.000 styk. Det efterlader et hul for designere, der har brug for præcisionstemplede metalkomponentermen kan ikke forpligte sig til kørsel med millioner af dele eller tolerere langsomme værktøjsgennemløbstider.
Nuote Metalsudfylder det hul. Vi er specialiserede i stemplede metalkomponenter med komplekse geometrier, mellemstore til lave volumener (5.000-200.000 styk) og hurtig prototyping. Denne side forklarer, hvordan vi gør det, viser to rigtige eksempler og giver dig de tekniske detaljer, du skal bruge for at vurdere os.

To rigtige ordrer - begge afvist andetsteds
Medicinsk enheds batterihus (304 rustfrit, 0,5 mm tykt)
En medicinsk startup designet en bærbar sensor. Batterihuset krævede en dyb trukket lomme, fire gennemborede monteringshuller inden for en position på ±0,05 mm og en 90° bøjet flig med en indvendig radius på 0,3 mm. Tre stempelleverandører sagde nej: geometrien var for kompleks til progressiv værktøj til en rimelig pris.
Vi tog imod udfordringen. Ved hjælp af en overføringsmatrice (ikke progressiv) producerede vi stemplede metalkomponenter i partier på 8.000 stykker. Overførselsmatricen tillod os at dybtrække lommen i den ene station, gennembore huller i den næste og mønte bunden for fladhed. Vi leverede de første prøver på 18 dage. Efter 50.000 stykker viste matricen minimalt slid. Kunden modtog FDA-godkendelse og har genbestilt to gange.

Dronemotormontering (5052 aluminium, 1,2 mm tyk)
En industriel droneproducent havde brug for letvægtsmotorophæng med fire præcise forsænkninger og en kompleks foldet arm. Det årlige volumen var på 15.000 styk – for lavt for de fleste stempelhuse, som ønskede minimum 50.000. Kunden var ved at skifte til dyr CNC-bearbejdning.
Nuote Metalsciterede en sammensat matrice til flade funktioner plus en simpel bøjningsanordning. Denne hybride tilgang kostede 40 % mindre end CNC og leverede stemplede metalkomponenter med 1,2 minutter pr. del – langsommere end progressiv stempling, men helt acceptabel for 15.000 styk. Kunden sparede $18.000 i år ét. De bruger nu vores stemplede metalkomponenter til tre dronemodeller.
Hvad gør en stemplet komponent "kompleks"?
Ikke al stempling er lige. Vi kategoriserer kompleksitet efter disse faktorer:
| Feature | Enkel (de fleste butikker) | Kompleks (vores speciale) |
|---|---|---|
| Indvendig bøjningsradius | > 2x materialetykkelse | 0,5x – 1x materialetykkelse |
| Hulpositionstolerance | ±0,10 mm | ±0,025 mm |
| Antal bøjninger | 1-2 | 4-8 |
| Dybde træk dybde | < 1x diameter | 2x – 3x diameter |
| Materialetykkelsesområde | 1,0 – 3,0 mm | 0,2 – 4,0 mm |
Hvis dinstemplede metalkomponenterfalder i højre kolonne, har du fundet den rigtige leverandør.
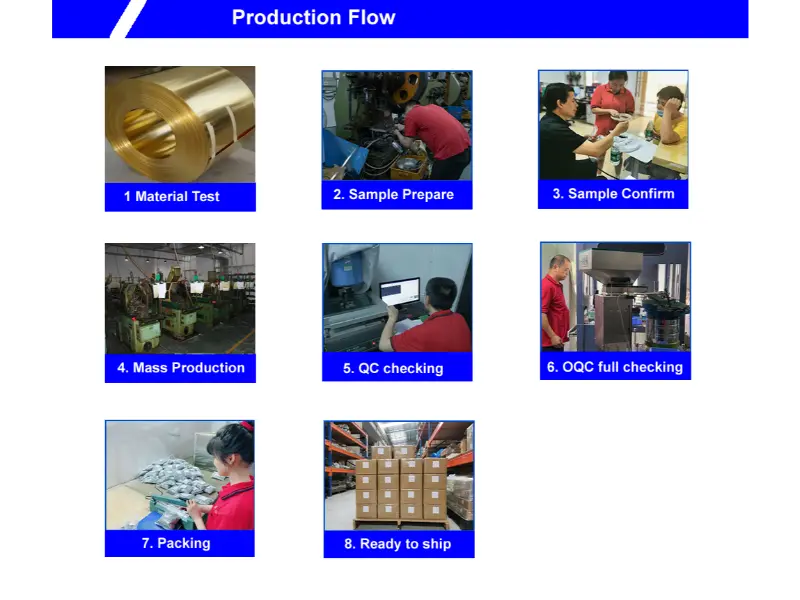
Fra materiale til forsendelse
vi følger nøje nedenstående diagram for at fungere.
Vores proces for ordrer med mellemvolumen og høj kompleksitet
Vi tvinger ikke hver del til en progressiv terning. I stedet matcher vi værktøjsstrategien til din volumen og geometri.
Værktøjsmuligheder, vi tilbyder
Progressive dør– For volumener over 100.000 styk med moderat kompleksitet.
Overførsel dør– Til komplekse dybtræk eller dele, der kræver uafhængig stationskontrol. Vores overføringspresser kører med 40-80 slag i minuttet, ideelt til stemplede metalkomponenter med vanskelige formtræk.
Sammensætning dør– Til flade dele med snævre hultolerancer. Et slag blanker og gennemborer samtidigt.
Hybrid (dyse + armatur)– Til dele med enkel stempling efterfulgt af manuel eller semi-manuel bukning. Bedst til mængder under 20.000.
Leveringstider, du kan forvente
| Værktøjstype | Design & Fabrikation | Første prøver | Produktion (efter godkendelse) |
|---|---|---|---|
| Sammensat dør | 12-15 dage | +3 dage | 5-7 dage |
| Overførselsform | 20-25 dage | +5 dage | 10-12 dage |
| Progressiv dø | 25-35 dage | +5 dage | 7-10 dage |
| Hybrid (armatur) | 7-10 dage | +3 dage | 5-7 dage |
Til det medicinske batterihus brugte vi en overføringsmatrice (22 dage til prøver). Til dronemonteringen brugte vi hybridværktøj (9 dage til prøver).
Materialer, vi almindeligvis behandler
| Materiale | Tykkelsesområde | Typisk kompleksitet | Almindelig brug |
|---|---|---|---|
| 304/316 rustfri | 0,2 – 1,5 mm | Høj (dyb træk, snævre bøjninger) | Medicinsk, fødevareudstyr, marine |
| 5052/6061 aluminium | 0,5 – 3,0 mm | Medium (bøjning, piercing) | Dronebeslag, elektronisk chassis |
| Lavt kulstofstål | 0,5 – 4,0 mm | Lav til medium | Beslag, kabinetter, hardware |
| Messing C260 | 0,3 – 1,5 mm | Medium (dekorative bøjninger) | Elektriske kontakter, dekorative trim |
Vi opretholder et lille spolelager for hvert af disse materialer, så vi kan køre partier helt ned til 2.000 styk uden forsinkelser i spoleskift.
Kvalitet uden milliondelstatistik
Vi citerer ikke Cpk på alle dimensioner. For mellemstore mængder fokuserer vi på praktisk kvalitet:
Første artikel inspektion– 100 % af dimensionerne målt på 5 prøvedele.
Igangværende kontrol– Hver 200 stykker til kritiske funktioner (hulpositioner, bøjningsvinkler).
Endelig tilfældig prøve– AQL 1.0 (II) pr. ANSI/ASQ Z1.4.
Hver forsendelse afstemplede metalkomponenteromfatter en dimensionsrapport med faktiske målte værdier. Intet generisk "overensstemmelsescertifikat" uden data.
Certificeringer vi har:ISO 9001:2015. RoHS- og REACH-erklæringer leveres for alle materialer.

Gennemsigtige politikker for stemplede komponenter
Prototyping– Vi tilbyder blødt værktøj (aluminium eller blødt stål matricer) til volumener under 1.000 styk. Leveringstid: 7-10 dage.
Eksempel på politik– 20 gratis styk fra produktionsværktøj (kunden betaler fragt).
Minimum ordre– 2.000 styk til sammensat/hybrid værktøj; 5.000,- for overførsel/progressiv.
Værktøjsejerskab– Du ejer værktøjet. Vi opbevarer det gratis i 5 år.
NRE afgifter– Vi citerer værktøj separat fra stykpris. Ingen skjulte opsætningsgebyrer.
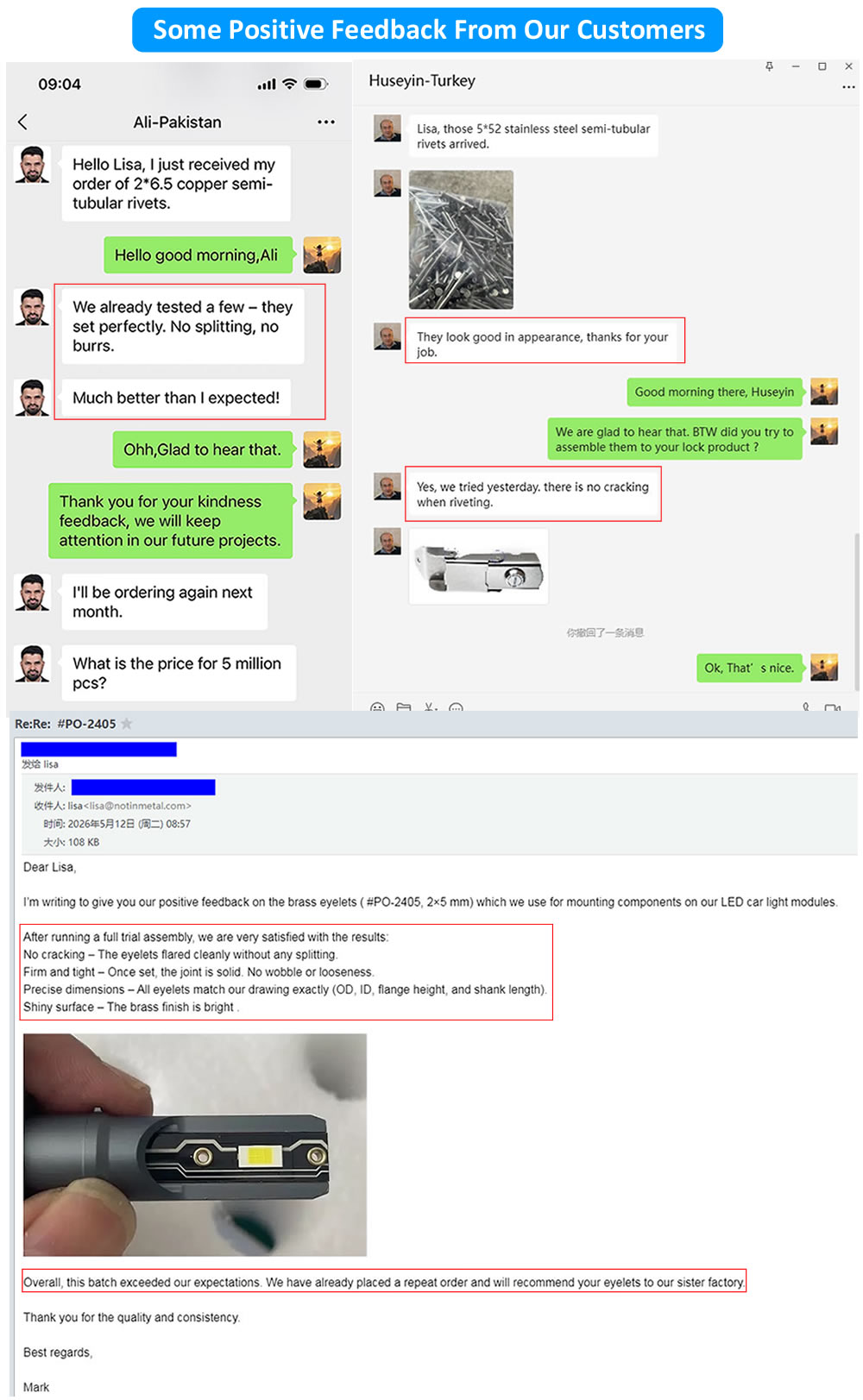
Lyt til vores kunders stemme
Spørgsmål vi besvarer regelmæssigt
Q1: Jeg har brug for stemplede metalkomponenter med en meget snæver indvendig bøjningsradius (0,3 mm) i 1 mm rustfrit stål. Kan du gøre det uden at revne?
A: Ja, men vi er nødt til at justere processen. Standard luftbøjning vil knække de ydre fibre. Vi bruger en præget bøjningsmetode: stansen tvinger materialet ind i en forskåret rille og komprimerer den indre radius. Dette tillader en indvendig radius så lav som 0,3 mm i 304 rustfrit. Afvejningen er højere tonnage (tilfører 30-50 % til trykbelastning) og lidt langsommere cyklustid. Til den medicinske boligkasse ovenfor brugte vi prægede bøjninger for at opnå en radius på 0,3 mm. Send os din tegning til et gennemførlighedstjek.
Q2: Hvordan håndterer du stemplede metalkomponenter med meget små huldiametre (0,5 mm) i 0,8 mm tyk messing?
A: Små huller kræver hårdmetalstanser og styrede afstrygerplader. For huller på 0,5 mm er huldiameteren mindre end materialetykkelsen - det er en højrisiko-piercing. Vi bruger en to-trins metode: først skaber et mindre pilotstempel (0,3 mm) en guide, derefter åbner et rømmestempel det til 0,5 mm. Vi sænker også pressehastigheden til 120 SPM. Vores succesrate (ingen stansebrud) er 99,2 % for huller ned til 0,5 mm. For huller under 0,5 mm anbefaler vi kemisk ætsning i stedet for stempling.
Anmod om en gennemførlighedsgennemgang
Send os en 3D-model eller en detaljeret tegning af dine stemplede metalkomponenter. Vi svarer inden for 24 timer med:
- Værktøjsanbefaling (matricetype)
- Estimeret værktøjsomkostning og leveringstid
- Stykpris for dit årlige volumen
- Eksempel på delleveringstid
KontakteNuote Metalsi dag. Ingen forpligtelse, intet pres – kun en ærlig ingeniørvurdering.
Hot Tags: Stemplede metalkomponenter, stemplede komponenter Kina, producent af stemplede metalkomponenter
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.









X
Vi bruger cookies til at tilbyde dig en bedre browsingoplevelse, analysere trafik på webstedet og tilpasse indhold. Ved at bruge denne side accepterer du vores brug af cookies.
Privatlivspolitik