
Produkter






Stemplede ståldele
Har du brug for robuste stemplede ståldele? Nuote Metals, en fabrik i Kina, tilbyder brugerdefinerede stemplede stålkomponenter til tunge maskiner og byggeri. Vores højtonnage-stempling sikrer ensartet tykkelse og slagfasthed. Løs strukturelle svagheder med ståldele designet til styrke. Stol på fabrikken for holdbarhed, der holder.
Send forespørgsel
Produkt beskrivelse
For utallige industrielle og kommercielle produkter er rygraden stål.Stemplede ståldeletilbyder en uovertruffen kombination af mekanisk styrke, materialetilgængelighed og omkostningseffektivitet. Fra tungt udstyrsbeslag til elektroniske præcisionsrammer dominerer stemplede stålkomponenter applikationer, hvor pålidelighed under belastning er afgørende.
Nuote Metalshar produceret højkvalitets stemplede ståldele i over et årti. Vores presser håndterer stål med lavt kulstofindhold, højt kulstofindhold og legeret stål i tykkelser fra 0,3 mm til 6,0 mm. Vi kombinerer materialevidenskab med effektive stemplingsprocesser for at levere komponenter, der opfylder strenge ydeevnestandarder uden unødvendige omkostninger.

Hvad er stemplede ståldele?
Stemplede ståldeleer metalkomponenter dannet ved at føre stålspole eller plade ind i en stansepresse udstyret med specialfremstillede matricer. Pressen udfører operationer såsom blanking, piercing, bukning, tegning eller prægning for at skabe den endelige form.
Udtrykket "stemplede ståldele" refererer typisk til komponenter fremstillet af kulstofstål eller lavlegeret stål - adskilt fra rustfrit stål, aluminium eller messing. Almindelige stålkvaliteter omfatter:
Lavt kulstofstål (SPCC, SPCD, Q195, 1008) – Fremragende formbarhed, økonomisk
Mellem kulstofstål (S45C, 1045) – Højere styrke, slidstyrke
Højkulstofstål (SK5, 1080) – Fjedertemperering, hårdhed
Legeret stål (SPRING STEEL, 51CrV4) – Høj træthedsmodstand til dynamiske belastninger
Nuote Metalsvælger den optimale stålkvalitet til hver anvendelse, balancerer formbarhed, styrke, omkostninger og krav til overfladefinish.
Tjek videoen for at vide mere om vores stemplingsværksted
Hvorfor vælge stål til stemplede komponenter?
Stål forbliver det mest udbredte stemplede materiale med god grund.Nuote Metalsfremhæver disse fordele ved stemplede ståldele:
Høj styrke-til-omkostningsforhold - Stål giver større styrke end aluminium eller messing til en lavere materialepris
Magnetiske egenskaber – Vigtigt for sensorer, relæer og elektromagnetiske samlinger
Svejsbarhed – Ståldele accepterer let punkt-, projektions- eller lasersvejsning
Pletteringskompatibilitet – Zink, nikkel, tin og andre belægninger klæber godt til stål
Tilgængelighed – Stålspole er tilgængelig globalt med korte leveringstider
Tekniske specifikationer for Nuote Metals stemplede ståldele
Materialemuligheder for stemplede ståldele
| Grad | Type | Trækstyrke (MPa) | Yield Strength (MPa) | Typisk hårdhed | Bedste applikationer |
|---|---|---|---|---|---|
| SPCC / Q195 | Lavt kulstofindhold, kommerciel kvalitet | 270 – 350 | 180 – 240 | HRB 45–60 | Generelle beslag, kabinetter, chassisdele |
| SPCD / 1008 | Lavt kulstofindhold, tegnekvalitet | 280 – 370 | 190 – 250 | HRB 50–65 | Tegnede kopper, komplekse former |
| SPCE / 1010 | Lavt kulstofindhold, dybtrækskvalitet | 300 – 390 | 210 – 260 | HRB 55-70 | Dybtrukne huse, brændstoftanke til biler |
| S45C / 1045 | Mellem kulstof | 570 – 700 | 350 – 450 | HRB 85-95 | Gear (stemplede emner), aksler, slidplader |
| SK5 / 1080 | Højt kulstof (fjederstål) | 800 – 1.100 (hærdet) | 500 – 800 | HRC 40-55 | Clips, fjedre, holderinge, savklinger |
| 51CrV4 | Legeret fjederstål | 1.200 – 1.500 | 1.000 – 1.300 | HRC 45-52 | Højcyklus bladfjedre, koblingsskiver |
Dimensionelle muligheder for stemplede ståldele
Nuote Metalsproducererstemplede ståldelepå tværs af en lang række størrelser og tolerancer.
| Parameter | Standardkapacitet | Præcisionsevne (efter anmodning) |
|---|---|---|
| Materiale tykkelse | 0,3 mm – 6,0 mm | 0,2 mm – 8,0 mm (begrænsede kvaliteter) |
| Maksimal deldimension (progressiv matrice) | 300 mm x 300 mm | 400 mm x 400 mm |
| Maksimal deldimension (overførselsmatrice) | 500 mm x 600 mm | 600 mm x 800 mm |
| Tolerancer (blanking/piercing) | ±0,10 mm | ±0,05 mm |
| Tolerancer (bøjningsvinkler) | ±1° | ±0,5° |
| Minimum huldiameter (piercing) | 1,0 x materialetykkelse | 0,8 x materialetykkelse |
| Grashøjde (standard) | ≤0,10 mm | ≤0,05 mm |
Stemplingsprocesser for stemplede ståldele
Nuote Metalsvælger den passende stemplingsmetode baseret på delens geometri og volumen.
| Behandle | Typisk ståltykkelse | Årligt volumenområde | Fordele |
|---|---|---|---|
| Sammensat stansning | 0,5 – 6,0 mm | 5k – 100k | Lave værktøjsomkostninger, enkle flade dele |
| Progressiv stansning | 0,3 – 4,0 mm | 100k – 10M+ | Højhastigheds, komplekse multi-station dele |
| Overførselsstempling | 1,0 – 6,0 mm | 50.000 – 500.000 | Store dele, dybe træk |
| Fin blanking | 1,0 – 12,0 mm | 50.000 – 500.000 | Gratfrie forskydningskanter, tæt planhed |
Overfladefinish til rådighed
Meststemplede ståldelemodtage efterstemplingsbehandlinger for at forhindre korrosion eller forbedre udseendet.
| Slutte | Beskrivelse | Tykkelse | Korrosionsbestandighed (saltspray) |
|---|---|---|---|
| Forzinkning (klar/blå/gul) | Galvaniseret zink med passivering | 5 – 12 µm | 48 – 120 timer |
| Zink-nikkel legering | Overlegen korrosionsbeskyttelse | 8 – 15 µm | 200 – 500 timer |
| Varmgalvanisering | Kraftig zinkbelægning, mat finish | 40 – 80 µm | 500 – 1.000 timer |
| Sort oxid | Konverteringsbelægning, anti-blænding | 0,5 – 1,5 µm | 24 – 72 timer (kræver olie) |
| Pulverlakering | Farvet polymerbelægning | 60 – 120 µm | 500+ timer (afhængig af kvalitet) |
| E-coat / elektrocoating | Katodisk epoxydip | 15 – 25 µm | 300 – 600 timer |
| Fosfat (mangan/zink) | Konverteringsbelægning til malingbase eller smøring | 2 – 10 µm | Lav (kræver topcoat) |
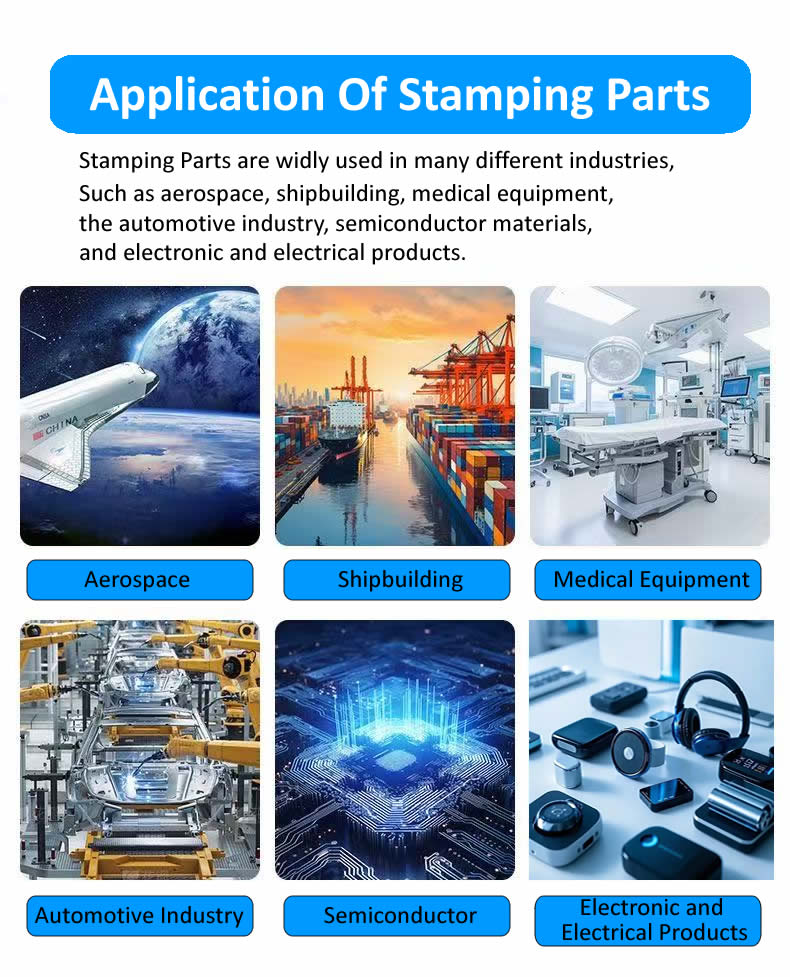
Anvendelser af stemplede ståldele
Nuote Metalsleverer udstansede ståldele på tværs af næsten alle brancher. Nedenfor er repræsentative eksempler efter sektor.
Batteriskinne til elektriske køretøjer (low-carbon stål, 2,0 mm tyk)
En EV-batteripakkeproducent havde brug for en række samleskinner til at forbinde individuelle celler. Kravene var krævende: fladhed inden for 0,1 mm på tværs af 150 mm længde, flere præcist udstansede huller til celleterminaler og en zink-nikkelbelægning for korrosionsbestandighed. Det årlige volumen var 80.000 sæt – for højt til CNC, for komplekst til en simpel matrice.
Nuote Metalsdesignede en progressiv matrice med otte stationer: piercing, slotting, coining for fladhed og endelig cutoff. De prægede ståldele kom ud af pressen med 60 slag i minuttet, hver med en fladhed på 0,08 mm og hulpositioner inden for ±0,05 mm. Efter plettering bestod samleskinnerne 500 timers saltspraytest. Kunden reducerede komponentomkostningerne med 62 % sammenlignet med bearbejdet kobber og eliminerede to sekundære operationer. Tre år inde i produktionen har matricen produceret over 1,2 millioner samleskinner med nul feltfejl.
Denne sag viser, hvad udstansede ståldele kan opnå, når værktøj og proces er tilpasset applikationen – ikke kun volumen.
Kvalitetssikring af stemplede ståldele – EEAT i praksis
Nuote Metalsfølger et omfattende kvalitetssystem, der er skræddersyet til karakteristika for stemplet stål.
Erfaring med stålkvaliteter
Vores metallurger og værktøjsingeniører har over 10 års erfaring med stempling af kulstof og legeret stål. Vi forstår:
Springback-adfærd - Ståls elastiske genvinding varierer efter kulstofindhold; vi kompenserer i matricedesign
Gratdannelse – Blødere stål med lavt kulstofindhold giver større grater end hårdt stål; vi tilpasser frigangene i overensstemmelse hermed
Varmegenerering - Tyk stålstempling genererer betydelig varme; vi bruger smøremidler og pressehastighedskontrol
Ekspertise i Post-Stamping Behandling
Stemplede ståldelekræver korrosionsbeskyttelse til de fleste applikationer. Nuote Metals driver intern zinkbelægning og samarbejder med certificerede coatere til pulverlakering og e-coat. Vi leverer:
Måling af belægningstykkelse – røntgenfluorescens (XRF) til plettering
Adhæsionstest – Cross-hatch tape test i henhold til ASTM D3359
Saltspraytest – ASTM B117 til validering af korrosionsbestandighed
Autoritativitet gennem standarder
Voresstemplede ståldeleoverholde:
ISO 9001:2015 – Kvalitetsstyringssystem
IATF 16949 – Bilkvalitet (tilgængelig efter anmodning til bilprojekter)
ASTM A109 – Standard for koldvalset kulstofstålbånd
RoHS – Til pletterede dele (heksavalent kromfri, hvor specificeret)

Tillid gennem dokumentation
Hver forsendelse af stemplede ståldele fra Nuote Metals inkluderer:
Materialetestrapport (MTR) – Møllecertifikat med kemiske og mekaniske egenskaber
Dimensionel inspektionslog – Nøglemålinger med bestået/ikke bestået status
Belægningscertifikat (hvis belagt eller belagt) – Tykkelse, type, batchnummer
Første artikelinspektion (FAI) – Komplet dimensionsrapport for nye værktøjer
Designovervejelser for stemplede ståldele
For at hjælpe kunder med at optimere deres designs til fremstillingsmuligheder tilbyder Nuote Metals disse retningslinjer.
Minimum bøjningsradier
| Materiale tykkelse | Low Carbon Steel (SPCC) | Højkulstoffjederstål (SK5) |
|---|---|---|
| 0,5 mm | 0,5 mm (1xT) | 1,0 mm (2xT) |
| 1,0 mm | 1,0 mm (1xT) | 2,0 mm (2xT) |
| 2,0 mm | 2,0 mm (1xT) | 4,0 mm (2xT) |
| 3,0 mm | 3,0 mm (1xT) | 6,0 mm (2xT) |
| 4,0 mm | 5,0 mm (1,25xT) | Ikke anbefalet |
Minimum hulstørrelse
Huller i lavt kulstofstål: Diameter ≥ materialetykkelse
Huller i højkulstof eller legeret stål: Diameter ≥ 1,2 x materialetykkelse
Kantafstand (hul til kant): ≥ 1,5 x materialetykkelse (for at undgå udbuling)
Tolerancer for bøjede funktioner
| Feature | Standard tolerance | Præcision (med udmøntning) |
|---|---|---|
| Bøjningsvinkel (luftbøjning) | ±1,5° | ±0,75° |
| Bøjningsvinkel (prægning) | ±0,5° | ±0,25° |
| Formhøjde (fordybninger, forskydninger) | ±0,15 mm | ±0,08 mm |
| Flange længde | ±0,20 mm | ±0,10 mm |
Ofte stillede spørgsmål om stemplede ståldele
Nedenfor er de mest almindelige tekniske henvendelser modtaget af Nuote Metals vedrstemplede ståldele.
Q1: Hvad er forskellen mellem stemplede ståldele med lavt kulstofindhold og højt kulstofindhold? Hvordan vælger jeg?
A: Kulstofindholdet bestemmer styrke, hårdhed og formbarhed. Stemplede ståldele med lavt kulstofindhold (SPCC, 1008, 1010) indeholder mindre end 0,15 % kulstof. De er bløde, formbare og nemme at stemple ind i komplekse former, herunder dybe træk og snævre bøjninger. De har dog relativt lav styrke (trækstyrke 270-400 MPa) og kan ikke varmebehandles for højere hårdhed. Højkulstofstemplede ståldele (SK5, 1080) indeholder 0,75-1,0 % kulstof. De er meget stærkere (trækstyrke 800–1.100 MPa efter hærdning) og kan varmebehandles til HRC 50–60. De er dog mindre formbare (minimum bøjningsradius 2xT eller mere) og kræver tungere presser. Nuote Metals anbefaler stål med lavt kulstofindhold til beslag, kabinetter, chassis og trukket huse. Anbefal højkulstofstål til fjedre, clips, holdere og slidbestandige dele. Til applikationer, der kræver styrke mellem disse yderpunkter, tilbyder medium kulstofstål (1045) en balance.
Q2: Hvordan forhindrer Nuote Metals rust på stemplede ståldele, før de samles eller coates af kunden?
A: Stål ruster hurtigt, når det udsættes for fugt. Nuote Metals tager flere forholdsregler for at beskyttestemplede ståldeleunder opbevaring og transport. For det første, for dele, der vil blive belagt eller belagt af os, behandler vi dem inden for 24-48 timer efter stempling for at minimere oxidation. For det andet, for dele, der sendes i "som-stemplet" tilstand (ucoated), påfører vi en rustforebyggende olie (let, aftagelig med alkalisk rengøringsmiddel) og pakker dem i fugtspærrende poser med tørremiddel. For det tredje tilbyder vi midlertidig fosfatbelægning (mangan eller zinkfosfat), som giver 1-3 måneders indendørs rustbeskyttelse og også forbedrer malingens vedhæftning for kunder, der vil male senere. Til langtidsopbevaring eller international forsendelse anbefaler vi, at kunder angiver en beskyttende belægning (forzinkning eller e-coat) som en del af ordren. Hvis du modtager stemplede ståldele, der viser let overfladerust, kan det normalt fjernes med et mildt slibemiddel eller syrebejdse - men for kritiske applikationer skal du angive en korrosionsforebyggende plan med Nuote Metals på tilbudsstadiet.
Q3: Hvad er den maksimale tykkelse af stemplede ståldele, som Nuote Metals kan producere? Kræver tykkere dele specialværktøj?
A: Nuote Metals kan stemple stål med en tykkelse på op til 8,0 mm for enkle blankingoperationer og op til 6,0 mm for dele, der kræver bøjning eller formning. Imidlertid kræver tykke stemplede ståldele (over 4,0 mm) særlige overvejelser. For det første øges pressetonnagen markant - en 6,0 mm tyk ståldel kan kræve 200-400 tons afhængigt af emnestørrelsen. For det andet skal værktøjsafstande øges (typisk 10-15 % pr. side) for at forhindre for store grater og værktøjsbrud. For det tredje har tykt stål minimal elastisk genopretning, så tilbagespringskompensation er mindre kritisk, men kantrevner bliver et problem for huller nær kanter.Nuote Metalshar pressekapacitet på op til 400 tons og vedligeholder værktøjsstål, der er egnet til stempling med kraftige spor. For dele tykkere end 6,0 mm anbefaler vi ofte laserskæring eller plasmaskæring som et alternativ til stempling, da værktøjsomkostningerne bliver uoverkommelige. Send din tykke tegning til Nuote Metals for en gennemførlighed og en prissammenligning.
Q4: Kan du stemple stemplede ståldele med gevindhuller eller hardwareindsatser? Hvilke sekundære operationer er tilgængelige?
A: Ja,Nuote Metalstilbyder flere metoder til at tilføje gevind til stemplede ståldele. De mest almindelige er bankning (skæring af tråde direkte i udstansede huller) og gevindformning (for tykkere stål, forskydning af materiale for at skabe gevind uden spåner). Vi har in-house tappemaskiner til huller fra M2 til M12. Til applikationer, der kræver stærkere gevind eller aftagelige fastgørelseselementer, kan vi installere indsatser (PEM-stil selvklinkende møtrikker eller stifter) direkte i stansematricen ved hjælp af automatiseret indføringsudstyr. Andre sekundære operationer for udstansede ståldele omfatter punktsvejsning (projektionssvejsning af møtrikker eller beslag), nitning (sammenføring af to udstemplede komponenter) og varmebehandling (for dele med højt kulstofindhold, der kræver fjedertemperering). Angiv eventuelle sekundære operationer på din tegning, og Nuote Metals vil inkorporere dem i procesflowet - ofte inden for den samme progressive matrice for at reducere håndteringsomkostningerne.

Hvorfor samarbejde med Nuote Metals for stemplede ståldele?
At vælge den rigtige stemplingspartner sikrer ensartet kvalitet, konkurrencedygtige priser og pålidelig levering af dine stålkomponenter. Nuote Metals tilbyder:
- Bredt udvalg af stål – Lav, medium, høj kulstof og legeringskvaliteter på lager
- Tykkelsesområde – 0,3 mm til 6,0 mm (8,0 mm til blanking)
- In-house plettering – zink, zink-nikkel og sorte oxidlinjer
- Tapning og hardwareindsættelse – Sekundære operationer på stedet
- Mængder fra 1.000 til 10.000.000+ – Prototyping til masseproduktion
- Gratis DFM-analyse – Vi optimerer dit design til stempling før værktøj
- Prøvedele – 20 gratis stykker fra produktionsværktøj
- Global forsendelse - Luft eller sø til Nordamerika, Europa, Asien og videre
KontakteNuote Metalsi dag for at uploade din tegning eller diskutere dinstemplede ståldeleprojektkrav.
Hot Tags: Stemplede ståldele, Kina Stemplede ståldele, producent af stemplede dele
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.









X
Vi bruger cookies til at tilbyde dig en bedre browsingoplevelse, analysere trafik på webstedet og tilpasse indhold. Ved at bruge denne side accepterer du vores brug af cookies.
Privatlivspolitik