
Produkter










Halvrørsnitter i stål
Halvrørsnitter af stål fra Nuote Metals, en fabrik i Kina, tilbyder en omkostningseffektiv fastgørelsesløsning til generel fremstilling og konstruktion. Disse nitter er fremstillet af højstyrke kulstofstål og giver fremragende forskydningsmodstand til tunge enheder som stilladser, landbrugsudstyr og stålmøbler. Det halvrørformede design blusser jævnt under tryk, hvilket reducerer installationskraften, mens det bevarer et stramt greb. Tilgængelig med brugerdefinerede diametre, længder og finish - zinkbelagt, almindeligt eller sort oxid. I modsætning til rustfrit stål leverer vores stålnitter sammenlignelig styrke til et lavere prispunkt, ideelt til store mængder ordrer. Løs budgetbegrænsninger uden at ofre pålidelighed. Stol på vores fabrik for præcision, ensartethed og levering til tiden for dine tilpassede halvrørsnitter af stål.
Send forespørgsel
Produkt beskrivelse
Når dit samlebånd har brug for fart, men samlingen stadig skal holde, skal denstål halvrørs nittegiver en klar fordel. I modsætning til en solid nitte, der kræver høj kraft og tungt udstyr, reducerer det halvrørformede design - delvist hult ved halen - indstillingskraften med ca. 70 %, mens det meste af forskydningsstyrken bevares. Resultatet er en fastener, der installeres hurtigt, arbejder med lettere værktøj og stadig leverer en permanent, pålidelig samling.
Nuote Metals halvrørsnitter af koldhovedet stål af lavt kulstofstål (1008, Q195) med valgfri zinkbelægning eller sort oxid-finish. Denne vejledning dækker vores tekniske specifikationer, kold-heading-processen, vores kvalitetskontrol-workflow og et rigtigt eksempel fra hardwareindustrien.

Forskellige materialer af nitter, vi laver
Vi laver forskellige materialer af nitter, såsom messingnitter, stålnitter, rustfri stålnitter, aluminiumsnitter og kobbernitter.
1. Messingnitter, inklusive massive messingnitter, messing semi-rørnitter, messing rørnitter.



Klik  for at se mere om vores messingnitter.
for at se mere om vores messingnitter.
2.Nitter i rustfrit stål, inklusive massive nitter i rustfrit stål, halvrørsnitter i rustfrit stål, rørnitter i rustfrit stål.



Vil du vide mere om vores rustfri stålnitter? bare klik 
3.Aluminiumsnitter, herunder solide aluminiumnitter, aluminium semi-rørnitter, aluminiumsrørnitter.



Hvis du vil vide mere om vores aluminiumsnitter, så klik venligst 
4. Kobbernitter, herunder massive kobbernitter, halvrørnitter af kobber, rørnitter af kobber.



Klik  for at få mere information om vores kobbernitter.
for at få mere information om vores kobbernitter.
5. Stålnitter, herunder solide stålnitter, semi-rørnitter af stål, stålrørsnitter.



Hvis du vil have mere information om vores stålnitter, så klik venligst 
Hvad gør en halvrørsnitte anderledes
Det definerende træk ved en halv-rørformet nitte er det lave hulrum i haleenden - typisk 45-55 % af tøndens længde. Under installationen er det kun den tynde væg af denne hule sektion, der ruller udad for at danne clinch. Dette er fundamentalt forskelligt fra en solid nitte, hvor hele skaftet skal deformeres.
| Feature | Halvrørsnitte | Solid nitte |
|---|---|---|
| Hale design | Delvis hul (hulrumsdybde 45–55 % af længden) | Fuldstændig solid hele vejen igennem |
| Indstillingskraft | Cirka 25–30 % af solid nittekraft | Høj (kræver kraftig tryk eller bøjlestang) |
| Installationshastighed | Hurtig, velegnet til automatiseret montage | Langsommere, kræver mere kraft og tid |
| Forskydningsstyrke | 80–90 % af solid nitte | 100 % (reference) |
| Bedst til | Højvolumenproduktion, tynde materialer, drejeled | Ekstreme strukturelle belastninger, tunge opgaver |
Til de fleste industri-, møbel-, bil- og hardwareapplikationer leverer den halvrørsnitte mere end nok styrke, samtidig med at produktionen holdes effektiv.
Tekniske specifikationer – Standardstørrelser og materialer
Vi producererstål halvrørsnitteri flere hovedstile og en bred vifte af dimensioner. Nedenfor er vores mest almindeligt lagerførte størrelser.
Materiale karakterer
| Materiale | Karakterer | Trækstyrke (MPa) | Hårdhed (HRB) | Typisk finish |
|---|---|---|---|---|
| Kulstoffattigt stål | 1008, Q195, SPCC | 400 – 500 | 70 – 85 | Forzinket (klar/blå/gul), sort oxid, fosfat |
| Mellem kulstofstål | 1045 | 570 – 700 | 85 – 95 | Forzinket, sort oxid |
Standarddimensioner (rundt hoved, stål)
| Skaftdiameter (mm) | Hoveddiameter (mm) | Hovedhøjde (mm) | Tøndelængder (mm) | Hulrums dybde | Grip rækkevidde (mm) |
|---|---|---|---|---|---|
| 3.0 | 5,0 – 5,5 | 2,0 – 2,2 | 4, 5, 6, 8 | 45–55 % af længden | 1,5 – 3,5 |
| 4.0 | 6,5 – 7,2 | 2,6 – 2,9 | 5, 6, 8, 10, 12 | 45–55 % af længden | 2,0 – 5,0 |
| 5.0 | 8,0 – 9,0 | 3,2 – 3,6 | 6, 8, 10, 12, 15 | 45–55 % af længden | 2,5 – 6,5 |
| 6.0 | 9.5 – 10.8 | 3,8 – 4,3 | 8, 10, 12, 15, 20 | 45–55 % af længden | 3,0 – 8,0 |
| 8.0 | 12.5 – 14.5 | 5,0 – 5,8 | 10, 12, 15, 20, 25 | 45–55 % af længden | 4,0 – 10,0 |
Tolerancer: Skaft ±0,05 mm, hoved dia ±0,15 mm, længde ±0,15 mm.
Hovedstile tilgængelige
| Hovedstil | Hoved Dia / Shank | Profil | Bedst til |
|---|---|---|---|
| Rund | 1,6 – 1,8 : 1 | Høj kuppel | Metal-til-metal, høj forskydning, synlige samlinger |
| Flad | 2,0 – 2,5 : 1 | Lav, flad top | Glidende overflader med begrænset frigang |
| Universel | 2,0 – 2,2 : 1 | Medium kuppel, radius | Blandede materialer, generelt formål |
| Oval | 1,8 – 2,0 : 1 | Glat, let hævet | Dekorativt, møbler, læder |
Mekaniske data (5 mm stål, sat i 2 mm stålplade)
| Ejendom | Værdi |
|---|---|
| Enkelt forskydningsstyrke | 11.000 – 13.000 N |
| Anbefalet hulstørrelse | Skaft + 0,15 – 0,20 mm |
| Indstillingskraft | 1,2 – 2,0 tons |
Hvordan vi koldhovedet stål halvrørsnitter
Cold heading er processen med at danne metal ved stuetemperatur ved hjælp af højhastighedspresser og præcisionsmatricer. Til halvrørsnitter af stål bruger vi et koldt skærebord med flere stationer, der udfører flere operationer i en enkelt kontinuerlig sekvens.
- Trådtegning– Indgående ståltråd trækkes til den nøjagtige skaftdiameter.
- Afskæring– Tråden skæres til den præcise emnelængde for hver nitte.
- Første slag (kvadrering)– Emnet er centreret og firkantet i terningen.
- Andet slag (overskrift)– En karbidmatrice danner hovedet (rundt, fladt, universelt eller ovalt).
- Tredje slag (ekstrudering af hulrum)– Et slag skaber det semi-hule hulrum ved halen (45–55 % af tøndens længde).
- Trimning– Ethvert blink omkring hovedkanten fjernes.
- Tumling– Mikrograter fjernes, og overfladen forberedes til plettering.
- Belægning eller belægning– Forzinkning eller sort oxid påføres som specificeret.
Cold heading work-hærder stålet og øger overfladens hårdhed med 15-20 % uden yderligere varmebehandling. Vores hårdmetalmatricer er poleret til Ra 0,1 µm for at sikre glat hoveddannelse og ensartet hulrumsdybde.
For flere detaljer, se venligst nedenstående video
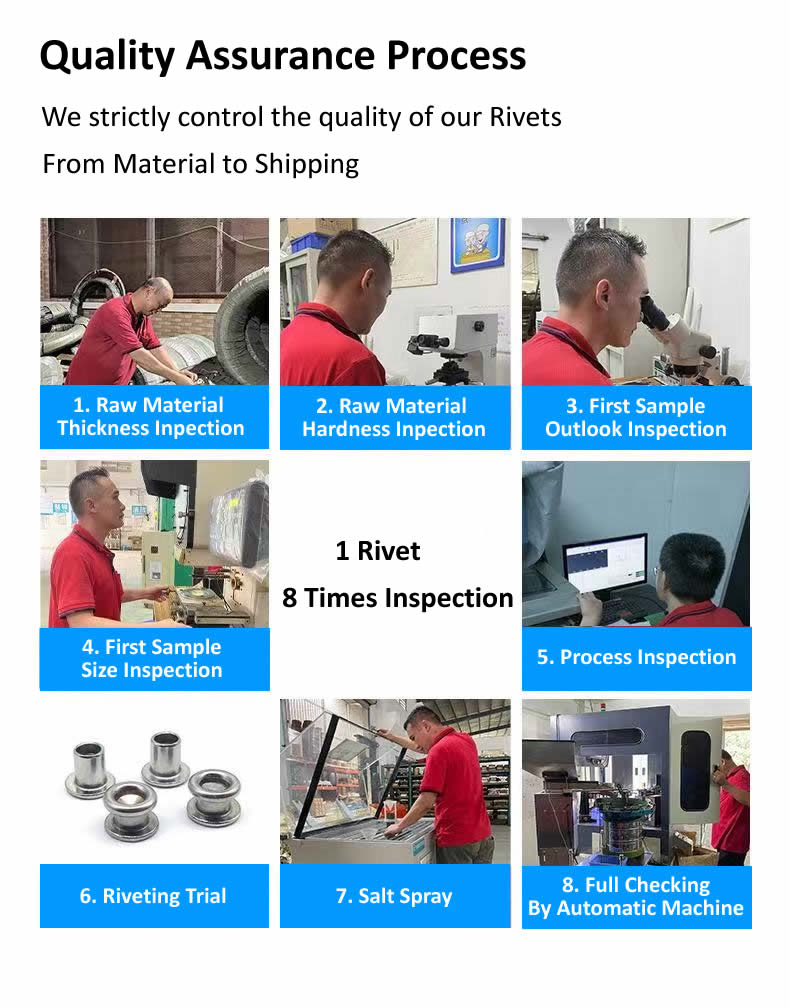
Vores kvalitetskontrolproces – fra råmateriale til din produktionslinje
Vi er ikke afhængige af stikprøver alene. Hvert parti af halvrørsnitter i stål følger et lagdelt inspektionssystem, der fanger problemer, før de bliver problemer.
Indgående materiale fase
Hver spole af ståltråd kontrolleres for diameter (lasermikrometer, ±0,02 mm) og hårdhed (Rockwell tester). Vi afviser enhver spole, der afviger fra det specificerede område.
Opsætning og første fase
Når værktøj er installeret, undersøges de første 10 nitter under 20x forstørrelse for overfladedefekter og måles derefter på en optisk komparator. Hoveddiameter, hovedhøjde, skaft, længde og hulrumsdybde skal matche tegningen, før produktionen begynder.
I produktionsfasen
Operatører trækker 5 nitter for hver 500 stykker. De kontrollerer kritiske dimensioner med digitale skydelære og en go/no-go-måler for hulrumsdybde. Enhver drift ud over tolerancen udløser et øjeblikkeligt trykstop og værktøjsjustering.
Clinch-verifikationsstadiet
For hver 2.000 stykker sætter vi 3 nitter i en prøve af dit faktiske materiale (samme tykkelse og sammensætning). Den rullede clinch inspiceres for symmetri, tæthed og revnefri dannelse.
Korrosionstest (hvis relevant)
For belagte nitter placeres prøver i vores saltspraykammer i henhold til ASTM B117. Forzinkning: 48–96 timer minimum. Der udstedes et certifikat med partiet.
Sidste sorteringsfase
Hver enkelt nitte passerer gennem en optisk sorteringsmaskine med højhastighedskameraer. Den afviser dele med forkert hoveddiameter, hovedhøjde, skaft eller hulrumsdybde. Efter sortering verificeres en tilfældig AQL-prøve (Niveau II, 1.0) manuelt med profilprojektor og mikrometre.
Alle inspektionsoptegnelser – inklusive målelogfiler, fotos af testindstillinger og saltsprayrapporter – opbevares i fem år og er inkluderet i hver forsendelse.
Et eksempel på en rigtig kunde – Hjulbeslag til havevogn
Dette er en af mange anvendelser til halvrørsnitter af stål. Vi inkluderer det for at vise reel produktionsbrug, ikke for at foreslå begrænsning.
En producent af kraftige havevogne havde brug for at fastgøre hjulbeslagene til stålrammen. De originale solide nitter krævede 3,5 tons indstillingskraft, hvilket af og til deformerede beslaget under monteringen. Kunden ønskede også en rustbestandig finish til udendørs brug.
Nuote Metals leverede halvrørsnitter i stål – 6 mm skaft, 10 mm rundt hoved, 15 mm cylinderlængde, gul zinkbelagt. Det semi-hule hulrum reducerede indstillingskraften til 1,6 tons, hvilket eliminerer deformation. Den gule zinkbelægning gav 96 timers salttågebestandighed. Kunden testede 500 nitter fordelt på 250 vogne. Efter 5.000 rullecykler med en belastning på 100 kg, ingen løsning eller rust. De bestiller nu halvrørsnitter af stål i partier på 30.000-50.000 stykker.

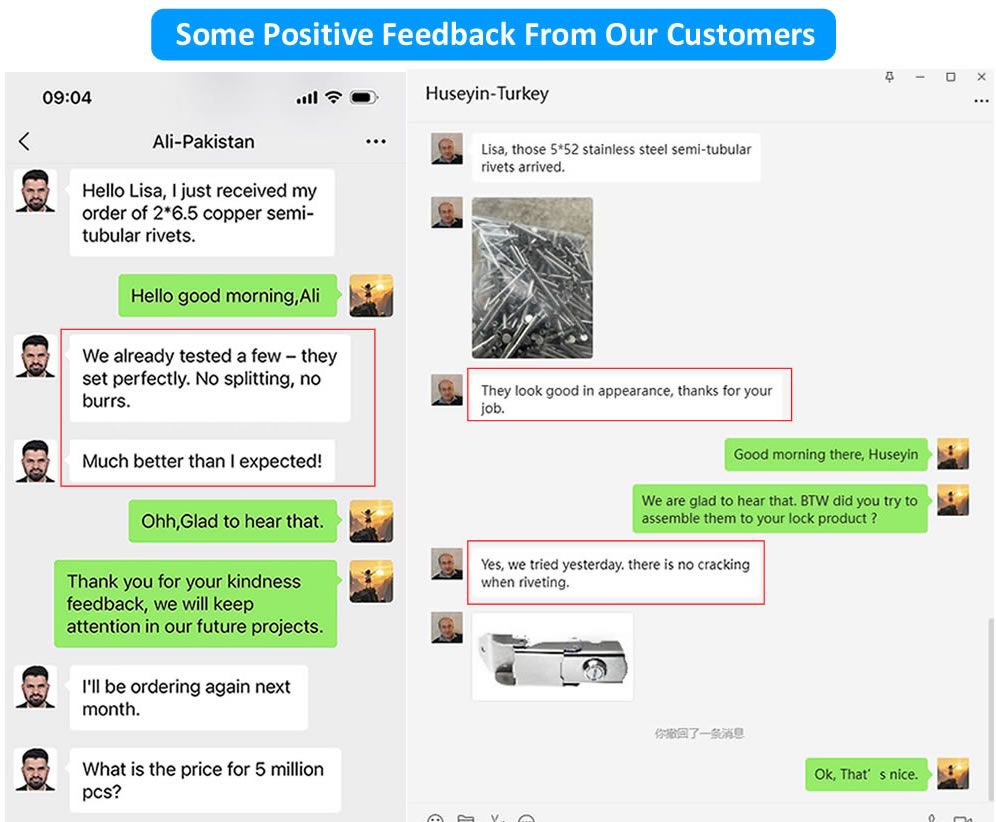
Hvad vores kunder siger – rigtig feedback
Hvad vi leverer i hver forsendelse
Hver ordre af halvrørsnitter i stål leveres med en komplet dokumentationspakke:
- Mølleprøvecertifikat– Kemisk sammensætning og trækegenskaber fra den originale spoleleverandør.
- Første dimensionsrapport– Faktiske målte værdier på 10 nitter fra produktionsstart.
- Igangværende log– Sammenfatning af alle dimensionskontrol udført under kørslen.
- Clinch test rapport– Fotos og trækkraftresultater (hvis målt) fra testindstillinger på dit materiale.
- Saltsprøjtecertifikat– Hvis relevant, viser testede timer og bestået/ikke bestået status.
- Overensstemmelsescertifikat– Signeret af vores QA-manager, batch-sporbar.
Nuote Metals er ISO 9001:2015 certificeret. RoHS- og REACH-erklæringer leveres efter anmodning.

Politikker
Prøver– 20-50 gratis styk for standard lagerstørrelser (kunden betaler forsendelse)
Prøveordre– 10.000 styk anbefales til førstegangsvalidering
MOQ– 2.000 styk (standardstørrelser), 10.000 styk (brugerdefineret tønde)
Leveringstid (lager)– 5-7 hverdage
Ledetid (brugerdefineret tønde)– 12-15 dage
Værktøjsafgifter– Ingen til standard værktøj med rund hoved (3–8 mm skaft)
Tre spørgsmål, vi besvarer ofte
Spørgsmål 1: Hvad er forskellen mellem en halvrørsnitte af stål og en solid stålnitter? Hvornår skal jeg vælge den halvrørformede version?
A: Den grundlæggende forskel er det hule hulrum i halen. En halvrørsnitte af stål kræver kun 25-30% af den indstillede kraft, der er nødvendig for en solid nitte med samme diameter, hvilket gør den hurtigere at installere og skånsom mod omgivende materialer. Solide nitter giver lidt højere forskydningsstyrke, men kræver tungt udstyr og mere tid. Til de fleste industri-, møbel-, bil- og hardwareapplikationer – inklusive havevognskassen ovenfor – giver halvrørsnitter mere end nok styrke, samtidig med at produktionen holdes effektiv. Vælg kun solide nitter til ekstreme strukturelle belastninger, hvor maksimal forskydningsstyrke er den eneste prioritet.
Spørgsmål 2: Kan halvrørsnitter af stål bruges udendørs uden at ruste?
A: Ja, med den rigtige finish. Vores standard stålnitter med lavt kulstofindhold fås med zinkbelægning (klar, blå eller gul), som giver 48-96 timers saltsprøjtebestandighed – tilstrækkelig til regn, fugt og lejlighedsvis fugt. Til havevognskassen blev gul zinkbelægning valgt på grund af balancen mellem korrosionsbestandighed og omkostninger. Til mere krævende udendørs- eller kystmiljøer anbefaler vi at skifte til halvrørsnitter i rustfrit stål (304 eller 316), som giver 200–1.000+ timers saltsprøjtebeskyttelse.
Spørgsmål 3: Hvordan vælger jeg den korrekte tøndelængde til en halvrørs nitte af stål?
A: Vælg en cylinderlængde, der er 1,5-2,0 mm længere end din samlede materialestabeltykkelse. Hvis du f.eks. samler to 2 mm stålplader (i alt 4 mm), skal du vælge en cylinderlængde på 5,5–6,0 mm. Denne ekstra længde giver nok materiale til, at den hule sektion kan rulle udad og danne en sikker clinch uden at gå i bund. Hvis løbet er for kort, vil clinchen være svag. For lang, og tønden kan krølle. Send os din materialestabeltykkelse, og vi vil anbefale den nøjagtige tøndelængde.
Anmod om et tilbud – fortæl os, hvad du har brug for
Vi forstår, at hver samling er forskellig. I stedet for at bede dig om at passe et standardprodukt ind i dit design, foretrækker vi at starte med dine krav.
At modtage et fast tilbud påstål halvrørsnitter, angiv venligst følgende oplysninger:
- Skaftdiameter (mm)
- Hovedstil (rund / flad / universel / oval)
- Tøndelængde (mm) – eller din samlede materialestabeltykkelse
- Materialekvalitet (lav-kulstof / medium-kulstof)
- Finish (zinkbelagt klar/blå/gul/sort oxid/fosfat)
- Anslået årlig mængde
Du kan også vedhæfte en tegning, et foto af din nuværende nitte eller en prøvedel. Vi svarer inden for 24 timer med:
- Værktøjsomkostninger (hvis nogen) – frafaldes for standardstørrelser
- Stykpris baseret på dit årlige volumen
- Leveringstid for første prøver og masseproduktion
- Gratis prøvepolitik – 20-50 styk for standard lagerstørrelser
Send din anmodning til Nuote Metals i dag. Intet pres, ingen forpligtelse – kun et klart, konkurrencedygtigt tilbud.
Hot Tags: Halvrørsnitter i stål,Kina Halvrørsnitter,fabrikant af halvrørsnitter
Relateret kategori
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.









X
Vi bruger cookies til at tilbyde dig en bedre browsingoplevelse, analysere trafik på webstedet og tilpasse indhold. Ved at bruge denne side accepterer du vores brug af cookies.
Privatlivspolitik